

同步雙頻感應加熱技術指在一個感應線圈上同時輸出高頻和中頻兩種不同頻率,對一個工件進行快速加熱。同步雙頻感應加熱技術可以實現對兩種頻率強度的分別調整,從而調整兩種頻率分量的輸出比例,來使得齒面和齒根的淬硬深度滿足工藝要求,從而提高工件的性能指標。
圖5 雙逆變器同步雙頻感應加熱原理圖
如圖6所示,中頻波F1與高頻波F2進行疊加并同步施加到感應線圈中。
圖6 同步雙頻感應加熱技術
同步雙頻感應發生器包括正常功率輸出的一個高頻和中頻轉換器,通過IGBT技術在中頻振蕩的基礎上疊加高頻振蕩。同步雙頻感應加熱速度快,加熱時間一般小于0.5s,并且能夠獲得的奧氏體晶粒從而極大的提高了熱處理的質量,獲得均勻的仿形淬硬層,提高了工件的生產率并且減小了工件淬火的變形量。
在加熱不同模數齒輪時發現,齒輪模數對電流頻率的選擇有極大影響。對某一模數齒輪加熱時,有一個優選頻率,當頻率高于優選值時,齒頂溫度高于齒根;反之,當頻率低于優選值時,齒根溫度高于齒頂。








超高頻感應加熱系列產品,超聲頻系列產品,中頻爐系列產品,高頻感應加熱系列產品,中高頻設備,運用實例: 熱管散熱器電焊焊接 熔銀爐 溶爐 金屬材料冶煉 不銹鋼絲淬火 傳動齒輪熱處理 滾動軸承熱處理 中頻透熱 中頻煅造 中頻淬火 圓鐵加溫 異型件電焊焊接 彎件電焊焊接 銅排電焊焊接 銅連接頭電焊焊接 銅件電焊焊接 銅管焊接 銅錢電焊焊接 鐵管淬火 熱鍛 調質處理 纖焊 鋁合金管電焊焊接 要是更改不銹鋼板材熱處理水冷卻速度,就會得到不一樣的強度值,關鍵緣故是不銹鋼板材內部轉化成的機構不一樣。當水冷卻速率比較慢一會兒歷經不銹鋼板材的Ps曲線圖,這時沃斯田體溫度較高,沃斯田感受轉化成波來體,剛開始點為Ps點,終結點為Pf點,波來體的強度較小。若水冷卻速率加速,水冷卻曲線圖不容易切過Ps曲線圖時,則沃斯田感受變為強度較高的麻田散體。麻田散體的強度與固溶的碳含水量相關,因而強度會隨著%C含水量之提升而增大,但超出0.77%C后,碳固溶量已無持續上升,其強度轉變亦趨於緩解。
超高頻率主要用途
熱處理工藝領域:感應加熱從源頭上更改了傳統式的加熱方式,能夠迅速加熱,環保節能的目地。
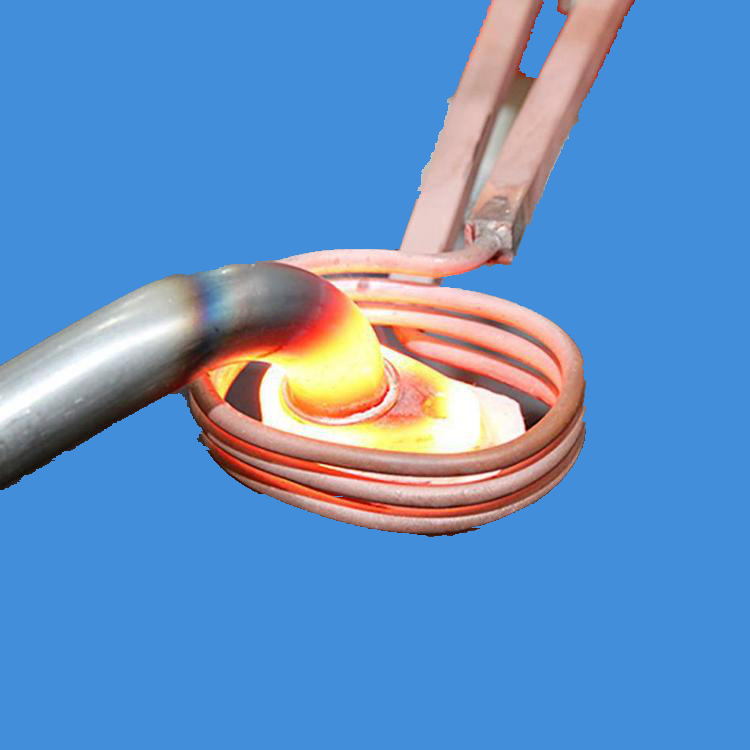
比如:五金、電動式和木匠工具(如臺鉗、錘、大力鉗、扳子、斧子、刨刀等)的高煩熱處理解決;各種各樣汽、摩零配件(如發動機曲軸、曲軸連桿、活塞桿梢、發動機凸輪軸、氣缸、傳動齒輪、拔叉、齒輪軸、傳動系統傳動軸、齒輪軸、拐臂軸等)的高頻淬火解決;液壓系統(如柱塞泵、凸輪泵的電機轉子等)的高頻淬火解決;  金屬復合材料的退火解決:如金屬線材的退火、非晶帶材持續加熱退火、無縫鋼管加熱彎頭、砸頭、無縫鋼管拉申、不銹鋼制品的退火等;
高頻率焊接:主要是用以高頻率感應加熱纖焊,比如各種各樣數控刀片車床車刀、刨刀、車刀等機械加工具的焊接;各種各樣麻花鉆及打孔鉆的焊接,致冷、暖通行業冷卻器、空調蒸發器及各種各樣管道件及零配件焊接、不一樣金屬復合材料的復合型焊接等。
金屬復合材料的退火解決:如金屬線材的退火、非晶帶材持續加熱退火、無縫鋼管加熱彎頭、砸頭、無縫鋼管拉申、不銹鋼制品的退火等;
高頻率焊接:主要是用以高頻率感應加熱纖焊,比如各種各樣數控刀片車床車刀、刨刀、車刀等機械加工具的焊接;各種各樣麻花鉆及打孔鉆的焊接,致冷、暖通行業冷卻器、空調蒸發器及各種各樣管道件及零配件焊接、不一樣金屬復合材料的復合型焊接等。 
您好,歡迎蒞臨青島天潤高周波,歡迎咨詢...
 觸屏版二維碼 |



 魯公網安備37021402002409號
魯公網安備37021402002409號

